
Copyright © 2019-2022 Retech Machine. All rights Reserved.
Before purchasing a new extruder, most merchants have basically made it clear that they need to buy twin-screw or single-screw, and what kind of material they need to produce. According to the different specifications of the product, with shoes, you can refer to the "Size and Diameter" of the screw". The diameter of the screw is first selected, and then the specification is further selected by the diameter of the screw.
The following points are the choice of granulator important reference index.
This is the most critical factor affecting the productivity of an extruder. The screw rotation speed is not only to improve the extrusion speed and amount of material, but also to make the extruder achieve high output and get good plasticizing effect.
In the past, the main way to increase the output of the extruder is to increase the diameter of screw. Although the screw diameter increases, in unit time extrusion material will increase. But the extruder is not a screw conveyor. Screw in addition to extrusion material, but also to the plastic extrusion, stirring, shear, plastic plasticization. Under the premise of constant screw speed, the stirring and shearing effect of the screw with large diameter and large screw groove on the material is not as good as that of the screw with small diameter.
Therefore, modern extruders mainly improve productivity by increasing screw speed. Normal extruder screw speed, conventional extruder is 60 to 90 revolutions (per minute, the same below). Now it has been raised to 100~120 RPM. The higher speed extruder goes from 150 to 180 RPM.
The screw diameter is unchanged and the screw speed is increased, the torque of the screw will increase, when the torque reaches a certain degree, the screw has the risk of being twisted. But by improving the material and production process of screw, reasonable design of screw structure, shorten the length of feed section, improve the flow rate of material, reduce extrusion resistance, can reduce the torque, improve the bearing capacity of screws. How to design the most reasonable screw, in the screw can withstand the premise, maximize the speed of the screw, it needs professionals through a lot of tests to obtain.

Screw structure is the main factor affecting extruder productivity. If there is no reasonable screw structure, to simply improve the screw speed to increase the amount of extrusion, against the objective law, is not successful.
High-speed and high-efficiency screw design based on high speed. The plasticizing effect of the screw at low speed will be poor, but the plasticizing effect will gradually improve after the screw speed is increased to achieve the best effect at the design speed. At this time, it has a high production capacity and qualified plasticizing effect.

On the premise that the structure is basically the same, the manufacturing cost of the reducer is roughly proportional to its size and weight. Because the shape and weight of the reducer is large, it means that the material consumed during manufacturing is more, and the bearing used is also relatively large, which increases the manufacturing cost.
With the same screw diameter extruder, the high-speed and high-efficiency extruder consumes more energy than the conventional extruder. It is necessary to double the motor power and increase the reducer frame size accordingly.

During the normal operation of the extruder, the motor drive system and the heating and cooling system are always working. The energy consumption of the transmission parts such as motor and reducer accounts for 77% of the overall energy consumption. Heating and cooling accounted for 22.8% of the input energy consumption. Meter electrical accounts for 0.8%.
The extruder with the same screw diameter is equipped with a larger motor, which seems to cost electricity, but if calculated by output, the high-speed and efficient extruder is more energy saving than the conventional extruder. For example, an ordinary 90 extruder, with a motor of 75 kW and a capacity of 180 kg, consumes 0.42 KWH of electricity per kilogram of material extruded. However, a high-speed and efficient 90 extruder, with a capacity of 600 kg and a motor of 150 kW, consumes only 0.25 KWH of electricity for each kilogram of material extruded, and the power consumption per unit of extruded quantity is only 60% of the former. The energy-saving effect is remarkable.
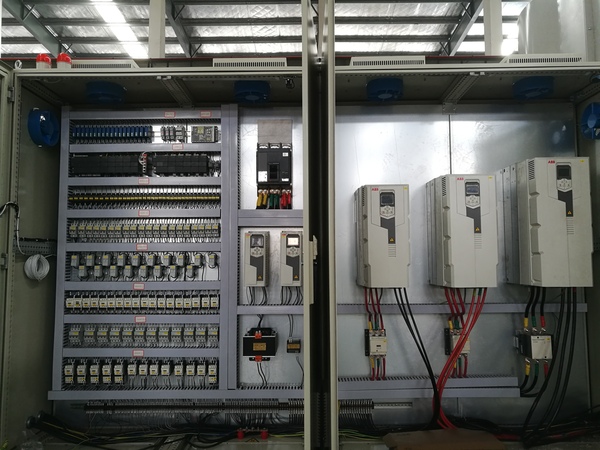
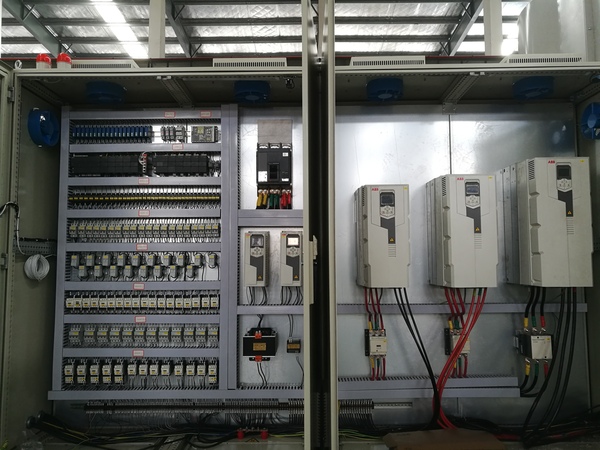
The electric units is the heart to a plastic pelletizing machine,choosing good brand electric elements like Simens, ABB,Fuji will maximum ensure the quality of the equipment.
Through the choice of high quality screw, reducer, motor, can increase the service life of granulator, achieve the purpose of stable production.
Retech is a professional plastic recycling machinery manufacturer with more than 15 years’ experience. If you have any questions about our machines, please do not hesitate to contact us immediately.

RETECH is a creative company focusing on the technology R&D of Plastic recycling machinery solutions.


